What is Food Grade Peristaltic Pump? – Complete Guide
For the food processing business, quality and sanitation are the “lifelines” for cooks. While being the “invisible hero” of liquid transfer, the food grade peristaltic pump has quickly become a “star player” on manufacturing lines with its unique working principle and very high hygiene level.
It not only moves various liquids efficiently but also ensures purity and safety throughout the food production process. Today, let’s dive in and discover everything about food grade peristaltic pump. Ready? Let’s uncover its secrets!
Part 1. What is a Food Grade Peristaltic Pump?
Food grade peristaltic pump is a liquid transfer device that is used solely in the food, beverage, and other high-hygiene industries.
Compared to the standard pumps, the peristaltic pump ensures that the fluid only touches the pump tube and not the pump body, in a bid to avert any form of contamination. The pumps are typically made from food-grade material like stainless steel and food grade rubber tubes in a way that the fluid being pumped is not contaminated.

Part 2. How Does Food Grade Peristaltic Pump Work?
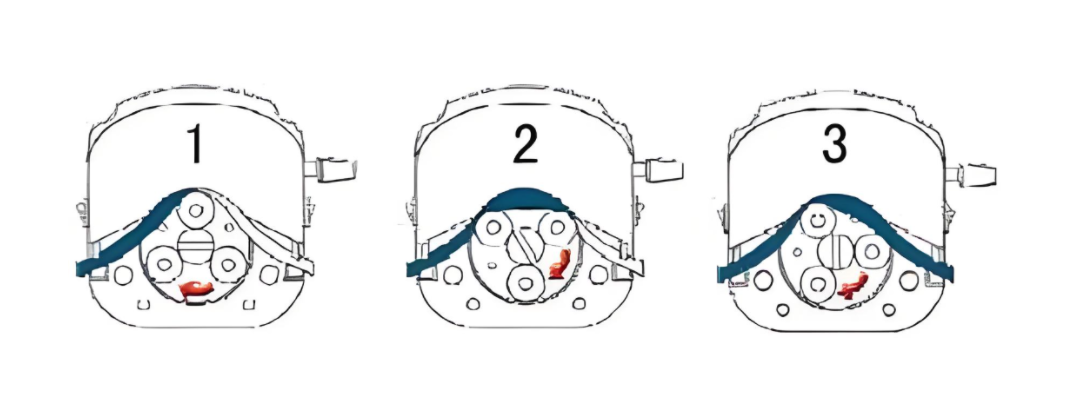
The mechanism of a food grade peristaltic pump is simple but extremely efficient. The chief equipment consists of a set of rollers that squeeze and push the liquid through a flexible tube.
As the rollers turn, they continue to compress the tube, forcing the liquid forward and out of the pump. Since the tubing is the only thing that the liquid comes into contact with, the pump body remains closed to the liquid and not contaminated.
Not only does it maintain the purity of the liquid but also reduces wear and tear on the pump body, thus prolonging the life of the equipment.
Part 3. Advantages of Food Grade Peristaltic Pump
1. No Cross-Contamination
Because the liquid will make contact with only the tubing and not with any other part of the pump, because of the design of the peristaltic pump, there will be no cross-contamination. This makes it possible for it to be used in the food processing industry.
2. Easy to Clean and Maintain
It is simple to uninstall, clean, and service the peristaltic pump since it is self-simplifying. Therefore, the pump remains always ready to be used at its optimum level and at health standards at all times.
3. High Adaptability
Food grade peristaltic pumps can handle all varieties of fluids, including heavy and thick fluids, as well as fluid with particles. This renders them very helpful in a wide variety of food and drink production procedures.
4. Precise Flow Control
The pumps are characterized by precise flow control, which enables the liquid being pumped to be done so at the right speed. This is especially important in maintaining consistency and product quality.
5. Corrosion Resistance
Peristaltic pumps are made primarily out of stainless steel or other corrosion-resistant materials, making them immune to the acidic or basic nature of most liquid food products, offering stable and long-lasting operation in the long term.

Part 4. Applications of Food Grade Peristaltic Pumps
Peristaltic food grade pumps are widely used in food processing due to their high level of hygiene quality and constant flow regulation. They are applied in the following industries:
Beverage Industry
In the process of beverage production such as juices, milk, and condiments, fluid transfer and distribution use peristaltic pumps. Their sanitary construction makes them best applicable for food and beverage production lines where sanitation is of prime importance.
Dairy Product Processing
Peristaltic pumps that are food-grade are utilized in transferring and adding dairy products such that the milk and other dairy items are not spoiled in the production process.
Candy and Chocolate Production
Peristaltic pumps have their best use in handling high-viscosity liquids that are utilized in candy and chocolate production. The peristaltic pumps can move thick liquids without spoiling the food.
Sauce and Condiment Production
Peristaltic pumps are also used extensively in the production of sauces and condiments, especially when precise flow control is required. They deliver a steady flow and reach the specified final product consistency.

Part 5. How to Choose the Right Food Grade Peristaltic Pump?
Selection of a food-grade peristaltic pump is based on the special requirements of the production process, the characteristics of the liquid to be transferred, and the desired flow rate. The primary factors to be taken into consideration are:
1. Material Selection
Construction materials of tubing and pump body determine the corrosion resistance and hygiene of the pump. Food grade rubber, stainless steel, and silicone are common food grade materials that will not contaminate liquids.
2. Flow Rate
Different production lines have varying flow rate requirements. When choosing a food grade peristaltic pump, ensure that it meets the specific flow rate needed for your production process.
3. Type of Pump Tubing
Different types of liquids require different types of tubing. For viscous liquids or those containing particles, durable and high-pressure resistant tubing should be chosen.
4. Ease of Cleaning
A pump that is easy to disassemble and clean can greatly reduce maintenance time and costs, ensuring that the equipment meets hygiene standards at all times.
Part 6. Best Food Grade Peristaltic Pump – JIHPump
If you need the best-performing peristaltic pump for food processing, JIHPump’s peristaltic pump stands out in performance.
JIHPump food-grade peristaltic pump is easy to clean, and that reduces labor as well as time. It provides precise and gentle handling of various food products, and it finds its usage in applications wherein the product quality and safety need to be preserved.
Irrespective of whether you are from the food processing, dairy processing, or beverage processing sectors, JIHPump gives you an economical, robust, and reliable option for your fluid transfer need.

Why JIHPump Peristaltic Pump is Your Best Choice?
Rich Experience: JIHPump possesses years of industrial experience, deeply comprehending various fluid transfer demands, and aims to provide customers with the best fluid transfer solutions.
Superior Product Quality: JIHPump peristaltic pumps excel in performance and reliability. They are manufactured from superior materials and the experience of advanced technology, ensuring long-term stable operation to meet the highest industrial requirements.
Diversified Uses: JIHPump peristaltic pumps are extremely versatile and usable across diversified industries such as food and beverages, milk, pharmaceuticals, and many more, and therefore are a first preference for diversified uses.
Affordable Option: JIHPump offers high-quality pumps with reasonable pricing, and therefore you receive enormous value for your money when you invest in food grade fluid handling solutions.
Customer Support: JIHPump’s customer support is great, offering knowledge and technical assistance to help you choose the perfect pump for your purpose.
Final Thoughts
Peristaltic food-grade pumps are some of the most critical machinery deployed in the food and beverage industry, providing efficiency, sanitation, and security all at once. The right pump selection can maximize production effectiveness, product quality, and meeting high level industry standards.
If you are looking for a trustworthy food grade peristaltic pump to install on your production line, JIHPump is the way to go!
FAQs about Food Grade Peristaltic Pump
1. What makes a pump food grade?
A food-grade pump uses FDA-compliant, non-toxic materials and has a hygienic, easy-to-clean design. It prevents contamination, operates gently, and often supports CIP/SIP for safe food and beverage transfer.
2. Which pump is suitable for food industry?
Peristaltic pumps are ideal for the food industry due to their hygienic, contamination-free design. They use FDA-compliant tubing, prevent fluid contact with pump components, and support CIP/SIP cleaning. Other suitable options include diaphragm pumps and centrifugal pumps, depending on viscosity and flow requirements.
3. Can peristaltic pumps run continuously?
Yes, peristaltic pumps can run continuously, but their lifespan depends on factors like tubing material, operating speed, and pressure. High-quality tubing and proper maintenance help extend durability, making them reliable for long-term use in various industries, including food and pharmaceuticals.

